Erros na preparação do corpo de prova de cimento (NBR 7215): o que pode comprometer o ensaio
Laboratórios experientes cometem erros silenciosos. O procedimento parece correto, os equipamentos estão disponíveis, o operador conhece a rotina — e ainda assim o resultado do ensaio de resistência à compressão do cimento sai inconsistente.
Na maioria dos casos, a causa não está na cura nem na aplicação de carga. Está antes: na preparação do corpo de prova.
A ABNT NBR 7215 é rigorosa nas etapas de moldagem. Pequenas variações na quantidade de água, no adensamento da argamassa ou no nivelamento da superfície de topo criam diferenças mensuráveis no resultado final — diferenças que nenhuma calibração posterior consegue corrigir.
Este artigo identifica os principais erros cometidos nessa etapa, explica por que cada um compromete o ensaio e mostra o que a norma exige em cada ponto.
O que diz a NBR 7215 sobre a preparação do corpo de prova
A norma estabelece condições precisas para garantir que os corpos de prova sejam representativos e comparáveis entre si. Os requisitos cobrem desde a relação água/cimento até o procedimento de adensamento e o acabamento superficial.
Os principais parâmetros normativos são:
- Relação água/cimento: fixada em 0,48 para cimentos Portland comuns
- Proporção argamassa: 1 parte de cimento para 3 partes de areia normal brasileira (em massa)
- Mistura: realizada em misturador mecânico com sequência e tempos definidos
- Moldagem: em moldes cilíndricos de 50 mm × 100 mm ou cúbicos de 50 mm, limpos e levemente lubrificados
- Adensamento: em duas camadas com soquete padronizado, número de golpes definido por norma
- Acabamento de topo: superfície plana e nivelada, sem vazios visíveis
Qualquer desvio nesses parâmetros introduz variabilidade sistemática nos resultados.
Principais erros na preparação do corpo de prova
1. Erro na relação água/cimento
A relação a/c é o parâmetro com maior impacto direto na resistência. Um excesso de apenas 5% na quantidade de água pode reduzir a resistência final em até 15%, por diluição da pasta de cimento e aumento da porosidade interna.
Causas comuns:
- Pesagem imprecisa da água
- Adição de água extra durante a mistura para facilitar o manuseio
- Balança sem calibração ou fora do prazo de aferição
O que a norma exige: pesagem de todos os materiais em balança com resolução mínima de 0,1 g, sem correções empíricas durante o processo

2. Sequência ou tempo de mistura incorretos
A NBR 7215 define uma sequência específica de adição dos materiais e tempos de mistura em cada fase. Alterar essa sequência — como adicionar o cimento antes da água, ou misturar por menos tempo — compromete a homogeneidade da argamassa.
Causas comuns:
- Operador que adapta o procedimento por hábito
- Misturador sem controle de tempo
- Falta de instrução de trabalho documentada
Consequência: argamassa heterogênea com distribuição irregular de cimento, gerando corpos de prova com resistências diferentes entre si mesmo dentro do mesmo lote
3. Adensamento insuficiente ou irregular
O adensamento tem como função eliminar vazios de ar incorporados durante a moldagem. Se realizado de forma incompleta ou irregular, cria zonas de baixa densidade interna que funcionam como planos de fraqueza durante o ensaio de compressão.
Causas comuns:
- Número de golpes abaixo do especificado
- Golpes concentrados no centro do molde, sem cobertura uniforme
- Altura de queda do soquete incorreta
Consequência: resistência subestimada, variabilidade alta entre corpos de prova do mesmo lote
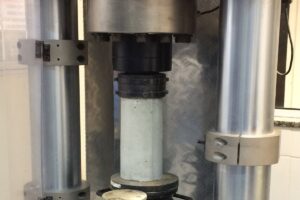
4. Superfície de topo irregular (falta de capeamento ou retífica)
A aplicação de carga no ensaio de compressão pressupõe que as faces do corpo de prova sejam planas e perpendiculares ao eixo de carregamento. Uma superfície irregular distribui a carga de forma não uniforme, criando concentrações de tensão que rompem o corpo de prova prematuramente.
Causas comuns:
- Acabamento superficial feito com espátula sem régua de referência
- Ausência de capeamento com pasta de enxofre ou neoprene
- Retífica não realizada quando necessário
Consequência: ruptura prematura, resultado abaixo da resistência real do cimento.
5. Moldes com desgaste ou fora de especificação
Moldes amassados, com folgas nas juntas ou com dimensões fora da tolerância introduzem variabilidade geométrica nos corpos de prova. Um corpo de prova com altura ligeiramente diferente altera a relação altura/diâmetro e afeta o resultado do ensaio.
Causas comuns:
- Ausência de verificação periódica dos moldes
- Reutilização excessiva sem manutenção
- Limpeza inadequada com acúmulo de resíduos
O que a norma exige: moldes com dimensões dentro das tolerâncias especificadas, verificados regularmente


6. Identificação e rastreabilidade inadequadas
Corpos de prova sem identificação correta ou trocados entre lotes invalidam o ensaio mesmo que a preparação tenha sido tecnicamente perfeita. É um erro operacional, não técnico — mas com as mesmas consequências práticas.
Causas comuns:
- Identificação feita após a moldagem com marcação que se apaga
- Ausência de registro do lote, data e operador responsável
- Mistura física de corpos de prova de idades diferentes no tanque de cura
o que compromete o ensaio antes da prensa
água/cimento
areia (em massa)
em mm
Resultado confiável começa aqui
- Erros na preparação não são corrigidos pela cura nem pela prensa
- Múltiplos erros pequenos se acumulam em variabilidade alta
- Rastreabilidade começa na identificação do corpo de prova, não no relatório
- Seguir a NBR 7215 completamente é o único controle disponível nessa etapa
Como pequenos desvios se acumulam no resultado
Os erros raramente aparecem isolados. Um laboratório que usa balança descalibrada (erro na a/c), não controla o tempo de mistura (homogeneidade comprometida) e não nivela o topo (distribuição de carga irregular) está acumulando três fontes de variabilidade simultâneas.
Na prática, isso se manifesta como:
- Desvio padrão alto entre corpos de prova do mesmo lote
- Resultados sistematicamente abaixo do esperado para o tipo de cimento
- Inconsistência entre ensaios realizados em datas diferentes
- Dificuldade de identificar a causa raiz porque o erro está distribuído em múltiplas etapas
A NBR 7215 foi estruturada justamente para minimizar essas fontes de variação. Seguir o procedimento completo não é burocracia — é o mecanismo que garante que o resultado do ensaio representa o cimento, não o laboratório.
Lista de verificação para a preparação correta
Antes de iniciar cada série de moldagem, o laboratório deve verificar:
- Balança calibrada com certificado válido e rastreável ao RBC
- Materiais pesados individualmente conforme proporção normativa
- Misturador em funcionamento com controle de tempo
- Moldes limpos, lubrificados e dentro das dimensões especificadas
- Sequência de adição dos materiais conforme NBR 7215
- Adensamento realizado em duas camadas com número de golpes correto
- Superfície de topo nivelada ou capeada
- Identificação registrada imediatamente após a moldagem
- Registro das condições ambientais no momento da moldagem
Relação com os outros pontos críticos do ensaio
A preparação do corpo de prova é o primeiro ponto crítico da cadeia. Erros aqui não podem ser corrigidos nas etapas seguintes:
- – **Cura inadequada** (Satélite 3) compromete a hidratação após a moldagem
- **Velocidade de carregamento incorreta** (Satélite 2) introduz erro na aplicação da carga
- – **Desalinhamento da prensa** (Satélite 6) distorce a distribuição de tensões
Um corpo de prova mal preparado chegará ao ensaio final carregando erros que nenhum controle posterior elimina.
CONCLUSÃO
A preparação do corpo de prova é a etapa mais subestimada do ensaio de cimento. Justamente por parecer simples — pesar, misturar, moldar — é onde ocorrem os erros mais frequentes e os mais difíceis de rastrear depois.
A NBR 7215 não deixa margem para interpretação nessa etapa. Cada parâmetro tem uma razão técnica, e cada desvio introduz uma fonte de variabilidade que contamina o resultado final.
Resultado confiável começa antes da prensa. Começa na balança, no misturador, no molde e na identificação do corpo de prova.